



АСУ ТП комбикормового производства
Автор: А. ПАХОМЕНКО, канд. техн. наук, ГК «Элтикон»
Опубликовано: журнал "Комбикорма", №07-08, 2021г., рубрика: Материалы и технологии
В статье рассмотрены основные аспекты построения автоматизированных систем управления технологическими процессами (АСУ ТП), поставляемых группой компаний «Элтикон» для реконструируемых и строящихся объектов комбикормовой промышленности.
Общие характеристики АСУ ТП от ГК «Элтикон»:
- большая библиотека наработок, позволяющая решать практически любые заявляемые заказчиками, объективно непротиворечивые задачи автоматизации производства, включая задачи управления не типовыми технологическими процессами, не типовыми материальными и информационными потоками на производстве и т.д.;
- высокофункциональные системотехнические решения и программное обеспечение;
- практически неограниченные возможности распределения на объекте аппаратно-программных средств сбора данных и управления исполнительными механизмами (включая размещение оборудования в неотапливаемых помещениях и вне помещений);
- исключительно высокая надежность аппаратно-программных средств;
- высокая достижимая в эксплуатации точность дозирования компонентов комбикормов и премиксов;
- повышенные (в сравнении с нормами) меры и средства безопасности участвующих в производстве людей.
Структура АСУ ТП
В обычном для современного производства случае аппаратно-программный комплекс АСУ ТП от ГК «Элтикон» имеет четыре выделенных уровня управления (рис. 1).
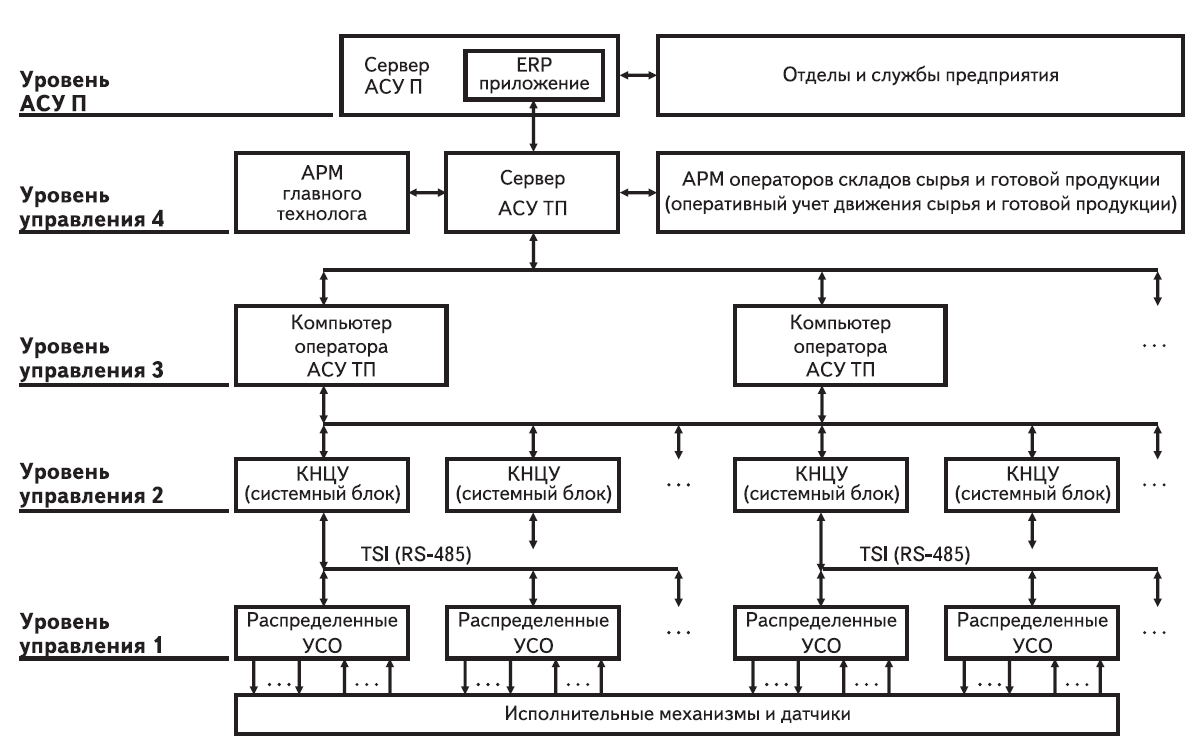
Рис. 1. Схема аппаратно-программного комплекса АСУ ТП от ГК «Элтикон»
К первому, полевому, уровню управления относятся распределенные устройства связи с объектом (УСО). Под УСО понимается все оборудование АСУ ТП, кроме вычислительных устройств, а именно:
- шкафы автоматики с модулями удаленного ввода, вывода дискретных и аналоговых сигналов, коммуникационными модулями, блоками вторичного электропитания, переключателями режимов управления исполнительными механизмами «местный/дистанционный» и т.д.;
- шкафы силового электрооборудования распределительной сети питания (включения/отключения) электро- и пневмоприводов исполнительных механизмов;
- терминалы локализованного директивного управления некоторыми автоматизированными процессами, например, загрузки (завалки) растариваемого сырья в оперативные наддозаторные бункера или отгрузки готовой продукции в автотранспорт и другое с необходимыми средствами защиты от ошибок занятого в управлении персонала;
- блоки прецизионного аналого-цифрового преобразования (АЦП) сигналов тензометрических датчиков силы (веса) из расчета: один блок на один дозатор сырьевых компонентов или некоторого продукта;
- посты и пульты местного управления, размещаемые в непосредственной близости от исполнительных механизмов для их опробования и наладки; кнопки, выключатели, разъединители экстренного отключения (останова) исполнительных механизмов; сирены и другая аппаратура предпусковой и иной сигнализации; др.
Все оборудование АСУ ТП первого (полевого) уровня управления предназначено для эксплуатации при температуре окружающего воздуха от –40 (–50)°С до 70 (85)°С. Приведенное требование в отношении диапазона рабочей температуры полевого оборудования было концептуально определено в ГК «Элтикон» в виде стандарта предприятия более 25 лет назад и с тех пор неукоснительно выполняется. Это позволяет распределять оборудование на объекте с любой необходимой степенью децентрализации. В частности, размещать шкафы автоматики, силового электрооборудования, терминалы, блоки АЦП и другое, как в пультовых помещениях, РП, так и в производственных помещениях, неотапливаемых складах, надсилосных и подсилосных отделениях элеваторов, на кровлях зданий и открытых площадках предприятия. В результате достигается существенная экономия кабельной продукции, снижение затрат на строительно-монтажные работы и в конечном счете — снижение стоимости АСУ ТП при прочих равных условиях. И, наконец, как на новых, так и реконструируемых объектах заказчики предпочитают, как правило, а в последние годы практически всегда, АСУ ТП с «максимально распределенными» УСО. Что, собственно, и реализуется в выполняемых проектах. Исключение составляют только те проекты, в которых реконструкция ограничивается заменой устаревших систем автоматизации на новые АСУ ТП и не затрагивает технологическое, транспортное оборудование и силовое электрооборудование на объектах автоматизации.
Ко второму уровню управления относятся контроллеры непосредственного цифрового управления (КНЦУ) технологическими процессами. В качестве КНЦУ неизменно применяются безвентиляторные IBM PC-совместимые компьютеры промышленного исполнения, исторически различных моделей (что непринципиально), в компактных оболочках со степенью защиты IP65, оснащаемые твердотельными дисками хранения данных и программ, работающие под управлением операционной системы DOS с ядром реального времени. Применяемая операционная система апробирована более чем на 570 объектах, с суммарной безотказной наработкой более 10 млн часов, что с практической точки зрения позволяет считать ее безусловно надежной (отказоустойчивой).
Для разработки прикладного ПО КНЦУ применяются языки программирования высокого уровня с инструментарием объектно-ориентированного программирования, а также наработанная за 25 лет библиотека методов (объектов), что в совокупности позволяет создавать ПО управления технологическими процессами практически любой необходимой системной, функционально-алгоритмической и математической сложности.
ПО непосредственного цифрового управления технологическими процессами локализовано в КНЦУ и никоим образом не переносится на более высокие уровни управления. Разработанное для конкретного объекта ПО тестируется и отлаживается с применением наработанных средств моделирования (эмуляции) автоматизируемых объектов. Обычные атрибуты компьютера (монитор, клавиатура, «мышь» и т.д.) в КНЦУ отсутствуют за ненадобностью. Нет в КНЦУ и резидентных средств ввода/вывода сигналов с объекта/на объект. Для взаимодействия с внешней средой в каждом КНЦУ имеются только порт интерфейса Ethernet и порт или несколько портов полевого интерфейса TSI (RS-485).
Каждый КНЦУ объединяется в сеть с модулями удаленного ввода/вывода сигналов и другими устройствами в сети распределенных УСО посредством интерфейса TSI-помехоустойчивой версии интерфейса RS-485. Помехоустойчивость каналов передачи данных полевого интерфейса — это еще одно требование, которому ГК «Элтикон» следует на протяжении 25 лет. Для сравнения обратимся, например, к руководству по применению промышленной сети Profibus, в котором содержатся следующие сведения о монтаже RS-485 на объекте: «Рекомендуется эквипотенциальное соединение всех полевых устройств в сети. Кабель данных (витая пара в экране) должен располагаться как можно дальше от сильноточных линий». Указания практически невыполнимы при достаточном удалении (~100–1000 м и более) устройств в сети. В итоге имеется непредсказуемое качество функционирования интерфейса в промышленных условиях. Для TSI вышеперечисленные ограничения отсутствуют, так как канальная аппаратура устойчива к помехам общего вида с амплитудой до 3500 В, что в 300 раз превышает допустимое значение для RS-485. За 25 лет работы нами не были замечены случаи искажения данных в каналах передачи данных, по крайней мере с оценкой вероятности более 10–12, что подтверждается показателями канальных регистраторов ошибок. При этом длина кабелей данных на объектах автоматизации обычно составляет 500–1500 м, и кабели проложены произвольным образом, в том числе в лотках с силовыми. Опыт применения TSI более чем на 570 объектах, позволяет утверждать, что TSI — надежное звено систем автоматизации, о котором, образно говоря, забывают после ввода объектов в эксплуатацию.
Для оснащения комбикормового цеха на втором уровне управления обычно требуется один–два КНЦУ, завода — два–четыре КНЦУ. ПО всех КНЦУ функционирует в едином информационном пространстве благодаря обмену данными по каналам Ethernet, а для ответственных блокировок — по каналам TSI. Размещаются КНЦУ обычно в пультовом помещении (пультовых помещениях).
К третьему уровню управления относятся полнокомплектные компьютеры оператора/операторов АСУ ТП для осуществления функций директивного супервизорного управления технологическими процессами на заводе (предприятии). При современной организации производства все компьютеры третьего уровня управления концентрируются в одном пультовом помещении и образуют автоматизированное рабочее место (АРМ) одного сменного оператора АСУ ТП. Как показывает опыт, при высокой степени автоматизации технологических процессов, рациональной локализации определенных функций автоматизированного управления через терминалы (для выполнения технологических операций, требующих участия людей, например завальщиков сырья) один оператор АСУ ТП в состоянии контролировать в нормальном рабочем ритме все технологические процессы на заводе.
К четвертому уровню управления относятся автоматизированные рабочие места главного технолога (технолога) и операторов складов (материально ответственных лиц). На этом уровне осуществляется планирование процесса производства, подготовка заданий (технологических карт) производства отдельных партий готовой продукции, оперативный контроль движения сырья и готовой продукции и т.д. в пределах функций, отнесенных по договоренности к управлению технологическими процессами.
Функции прикладного ПО
Каждое задание на партию продукции, согласованное с отделами и службами предприятия на уровне АСУ П, передается по сети на сервер АСУ ТП и далее на АРМ технолога со статусом «Не подготовлено», означающим, что не утверждена (не верифицирована) технологическая карта производства. В принятом задании имеются общие его атрибуты, рецепт продукции, дополнительные данные о сырье, плановое количество и сроки производства партии продукции и т.д. Программа АРМ автоматически генерирует (предлагает) технологическую карту производства с учетом текущей раскладки сырьевых компонентов в оперативных бункерах. Технологу достаточно подтвердить предлагаемый вариант карты и при необходимости объявить задание в очереди на исполнение. Статус задания при этом изменяется соответственно на «Подготовлено» и «В очереди». Возможные коллизии (например, для исполнения задания недостает сырьевых компонентов в оперативных бункерах или раскладка компонентов не устраивает технолога) разрешаются технологом: либо вносятся в раскладку необходимые изменения, либо откладывается задание на некоторое время с первоначальным статусом «Не подготовлено». Технолог имеет возможность разделить задание с большим плановым количеством продукции на отдельные исполняемые части. Управление назначением оперативных бункеров на производстве, бункеров (силосов) хранения сырья и готовой продукции (то есть управление раскладкой продуктов с учетом их назначения, наименований, кодов и других признаков) относится к исключительной компетенции технолога.
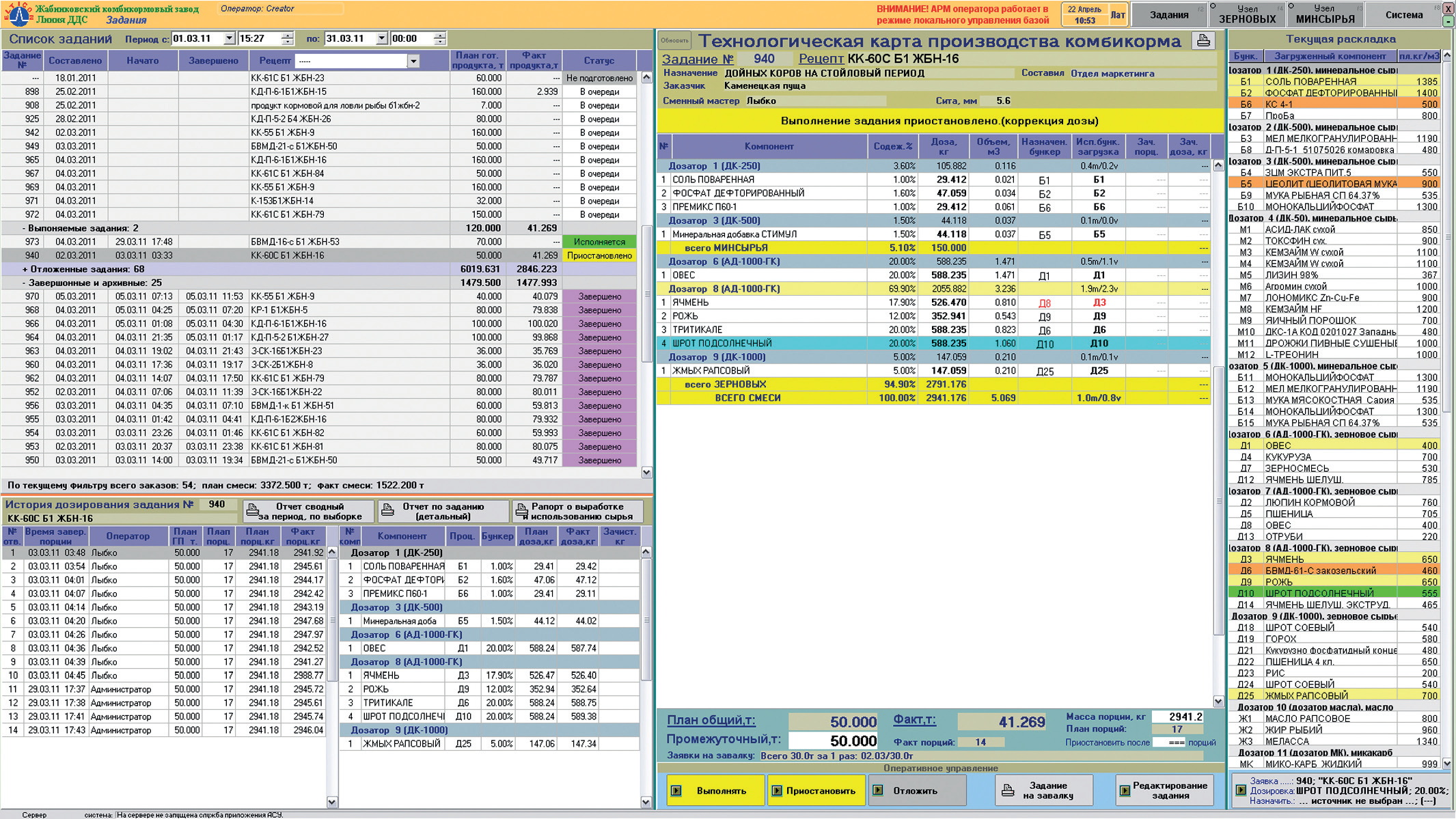
Рис. 2. Пример экранной формы «Задания» на рабочем месте оператора АСУ ТП
Данные имеющихся на сервере АСУ ТП заданий доступны на рабочем месте оператора АСУ ТП так, как это, например, выглядит на копии кадра «Задания» (рис. 2) линии порционного дозирования, дробления, смешивания компонентов комбикормов в ОАО «Жабинковский комбикормовый завод» (копия сделана в период пуско-наладочных работ линии). Список заданий со статусом «В очереди» является планом производства продукции на несколько ближайших суток. Оператор АСУ ТП выбирает из этого списка (с соблюдением или без соблюдения хронологического порядка) определенное задание и нажатием одной кнопки инициирует его исполнение. При этом в КНЦУ передаются данные выбранного задания в необходимом формате и далее оно исполняется в автоматическом режиме. У оператора АСУ ТП имеется возможность отложить или приостановить исполнение текущего задания (с автоматическим корректным завершением последней начатой порции) и вместо него, например, «вклинить» (без технологической паузы) исполнение другого задания, что обеспечивает необходимую гибкость управления производственным процессом на оперативном уровне. Оператор АСУ ТП осуществляет также директивное управление маршрутами транспортирования сырья, продуктов переработки и готовой продукции на заводе (предприятии).
Отчетные данные об исполнении заданий, как в общем виде, так и с детализацией, включая результаты дозирования каждого компонента в каждой порции комбикорма, доступны на уровне АСУ П и на рабочих местах технолога и оператора АСУ ТП.
Функции и характеристики ПО КНЦУ весьма специфичны и многочисленны для краткого изложения. Поэтому ниже приводятся наиболее общие и значимые из них:
- разработке ПО предшествует детальный системный, математический и алгоритмический анализ технологических решений объекта автоматизации; результатом анализа является формализованное описание, то есть специальный проект правил управления технологическим процессом и оборудованием, содержащий тысячи параметров, соотношений, шаблонов и т.д.; на этой основе и разрабатывается прикладное ПО. Такова концепция ГК «Элтикон» по созданию высокофункциональных систем автоматизации;
- принимаемые с верхнего уровня управления задания исполняются программой КНЦУ в автоматическом режиме управления процессами дозирования, дробления, смешивания компонентов комбикормов, транспортирования сырья, продуктов переработки и готовой продукции и т.д. с соблюдением необходимых блокировок и защит, норм промышленной безопасности и безопасности людей. В случае возникновения нештатной или аварийной ситуации, технологический процесс автоматически приостанавливается (полностью или частично) в безопасном состоянии. После устранения причины останова оператор АСУ ТП применяет директиву «Продолжить» и программа КНЦУ восстанавливает технологический процесс в необходимой последовательности. При этом у оператора нет ни программных, ни аппаратных средств прямых вмешательств в технологический процесс и тем более прямого управления исполнительными механизмами. Ресурсы влияния оператора на технологический процесс ограничены возможностью применения директив общего характера: «Остановить», «Приостановить», «Продолжить» и т.д., которые интерпретируются и исполняются программой КНЦУ надлежащим образом, с соблюдением необходимой последовательности операций управления исполнительными механизмами. Таким образом достигаются две цели: высокая степень автоматизации управления технологическими процессами (по принципу: программа «умнее» оператора и не может навредить) и соблюдение действующих норм безопасности, которые запрещают, в том числе, прямое дистанционное («слепое») управление исполнительными механизмами с рабочего места оператора АСУ ТП, и это правильно;
- если агрегат или механизм может находиться более чем в четырех–шести состояниях, включая нештатные или аварийные, то отображение каждого текущего состояния на экране монитора должно быть не только мнемоническим (условным графическим), но и сопровождаться интерпретирующим текстовым сообщением; что повышает качество интерфейса «система управления – человек». Например, для весового дозатора дискретного действия имеется около десяти штатных и около ста нештатных и аварийных состояний; если при этом, предположим, оператору АСУ ТП не предоставляется понятная интерпретация каждого из возможных состояний дозатора (а без текстовых сообщений понятную интерпретацию обеспечить проблематично), то это очевидным образом означает, что система управления «не доработана». В ГК «Элтикон» такая ситуация считается неприемлемой. Именно поэтому в каждом проекте программа КНЦУ поставляет на верхний уровень управления данные интерпретирующих текстовых сообщений о текущих (всех возможных) штатных, нештатных, аварийных состояниях технологических агрегатов (дозаторов, измельчителей (дробилок), смесителей, пресс-грануляторов и др.), а также технологических линий, участков, постов завалки, отгрузки продукции, транспортных маршрутов и т.д., что вместе с другими средствами визуализации и сигнализации создает функциональную, легко воспринимаемую среду отображения технологических процессов.
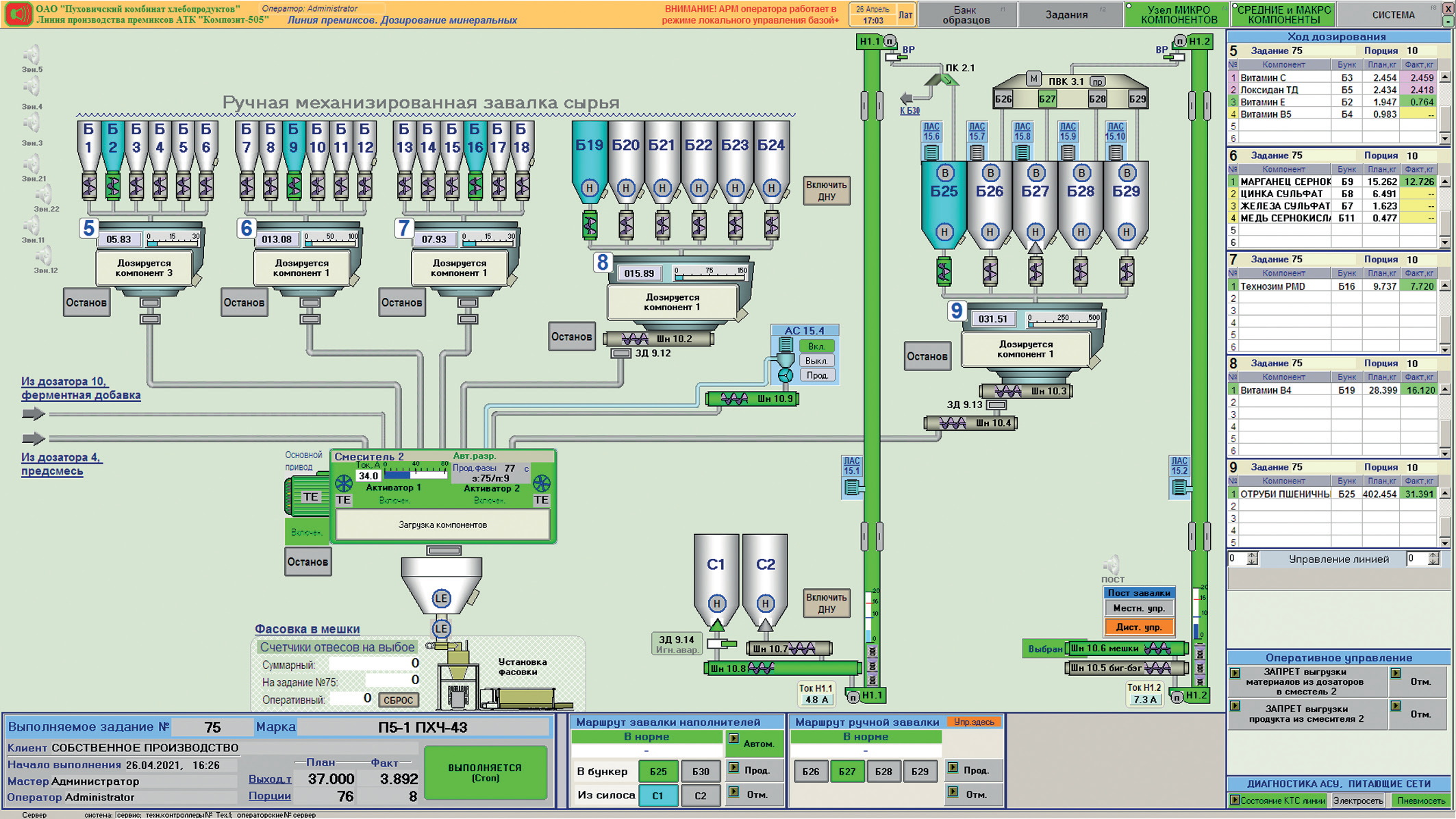
Рис. 3. Пример визуализации технологического процесса на рабочем месте оператора АСУ ТП
Для примера на рисунке 3 приведена мнемосхема части линии производства премиксов (копия экранной формы) на рабочем месте оператора АСУ ТП комбикормового цеха ОАО «Пуховичский комбинат хлебопродуктов». Следует отметить некоторые особенности технологии производства премиксов, которая также разработана ГК «Элтикон». Во-первых, премиксы производятся с двухстадийным смешиванием компонентов; в промежуточном смесителе приготавливаются порции предварительной смеси (оборудование приготовления предсмеси на рис. 3 не показано) из витаминов и микроэлементов с малыми дозами, отрубей, наполнителя; максимальное количество компонентов предсмеси, не считая наполнителя, — 18; предсмеси загружаются в основной смеситель вместе со средними и макрокомпонентами; на выходе из него получается готовый продукт с высокой степенью гомогенности. Во-вторых, при производстве предсмеси используется десятикомпонентный прецизионный весовой дозатор; благодаря этому и другим технологическим решениям можно дозировать и загружать в промежуточный смеситель компоненты с рецептурным содержанием от 5 г в тонне готового продукта.
Обычно АСУ ТП являются частью более крупных, комплексных проектов ГК «Элтикон», например по проектированию и строительству объектов в том числе комбикормовой промышленности. Несмотря на разностороннюю деятельность, ГК «Элтикон» уделяет большое внимание развитию технологий создания систем автоматизации.
Этому есть достаточно простое объяснение: эксплуатация объекта (технологической линии, завода) в долгосрочной перспективе концентрируется на АСУ ТП, в которой соединяются практически все относящиеся к объекту потоки информации. Поэтому качество реализации проекта воспринимается заказчиком (пользователем) в основном через «призму» функционала АСУ ТП. Это существенный нюанс для компании-заказчика, которая серьезно подходит к вопросу реконструкции или строительства промышленного объекта.
Скачать статью по ссылке.


