



Решения ЭЛТИКОН в части реконструкции и нового строительства промышленных объектов перерабатывающих отраслей промышленности
Проектные решения ГК «ЭЛТИКОН», в комбикормовой отрасли:
- комбикормовые производства проектируются в соответствии с отраслевыми нормами технологического проектирования НТП_АПК 1.10.16.ххх;
- в основе технологических решений заложен принцип минимизации транспортных маршрутов в согласовании с распараллеливанием (там где это возможно) процессов дозирования и обработки сырьевых компонентов;
- при проектировании АСУ ТП широко используются возможности, предоставляемые применяемыми УСО собственного производства II-ой промышленной группы (-40..+85°С) в части построения распределенных систем управления, либо УСО европейского производства;
- используется только безопасное (24В) напряжение питания управляющей и контрольной сетей;
- схема подключения всех исполнительных механизмов предотвращает их, несанкционированное оператором, включение после аварийного выключения (при пропадании питания, сигнале блокировки, нажатия стоповой кнопки и т. д.);
- наиболее ответственные технологические блокировки механизмов реализованы средствами локальной автоматики;
- все мощные механизмы обеспечиваются или системой пуска звезда-треугольник, или системой плавного пуска с обязательным контролем тока по каждой фазе;
- все исполнительные механизмы комплектуются постами местного управления для их опробования и наладки;
- в проектные решения закладывается расширенная диагностика состояний технологического оборудования;
- на этапе проектирования учитываются европейские тенденции развития комбикормовой отрасли (в частности снижение доли зернового сырья в рецептах).
Изделия собственного производства, применяемые ГК «ЭЛТИКОН», в комбикормовой отрасли:
- контроллеры непосредственного цифрового управления (КНЦУ) производственным процессом имеют встроенное аппаратное решение, обеспечивающее сохранение оперативных данных при пропадании внешнего питания;
- устройства связи с объектом (модули ввода-вывода дискретных и аналоговых сигналов, коммуникационные модули, кросс-принадлежности модулей и т. д.) II-ой промышленной группы (температурный диапазон - 40.. + 85°С), номенклатура которых обеспечивает все потребности в построении распределенных АСУ ТП;
- дозаторы весовые тензометрические, дискретного действия (сертифицированы и внесены в реестр средств измерений РБ).




Некоторые изделия серии СА «Композит» пр-ва ГК «ЭЛТИКОН».
| Тип | Назначение, краткие характеристики |
| CA714 | Коммуникационный модуль (конвертер RS-232/TSI). |
| CA172 | Модуль ввода дискретных сигналов (24 канала, 24В пост. тока). |
| CA220 | Модуль вывода дискретных сигналов (24 канала, 24В пост. тока). |
| CA318 | Модуль ввода аналоговых сигналов (8 каналов, 12 разрядов АЦП, 10 мВ, 100 мВ, 500 мВ, 5 В, 20 мА постоянного/переменного тока). |
| CA324 | Измерительный преобразователь сигнала тензометрической весовой системы (10 мВ, 18 разрядов АЦП). |
| CA412h | Модуль вывода аналоговых сигналов (2 канала, 12 разрядов ЦАП, 5В, 10В пост. Тока). |
| CA540 | Бортовой контроллер дистанционного управления кюбелем системы адресной доставки бетонных и др. смесей (с радиоканалом передачи данных). |
| CA832 | Узловой контроллер системы многоканальной RTD термометрии (сбора данных от 120 датчиков температуры). |





Результат эксперимента по определению чувствительности весо-измерительного канала пр-ва ГК «ЭЛТИКОН»
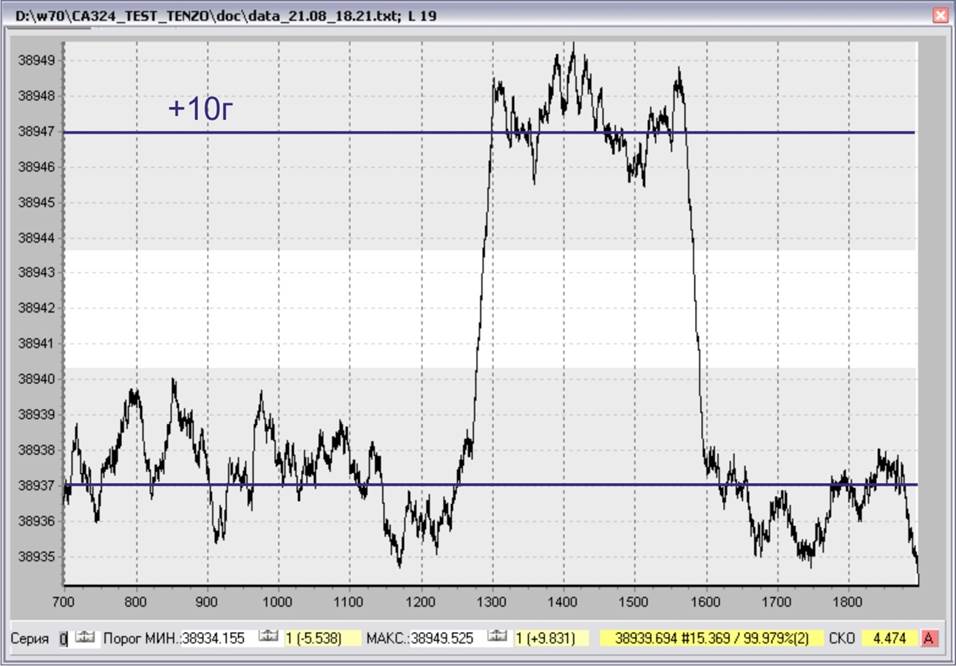
Тренд АЦП сигнала с тензодатчика класса точности С3 (max 2000kg) при временном нагружении весового устройства гирей весом 10 г (модуль СА 324).
Последние проекты, реализованные ГК «ЭЛТИКОН» в комбикормовой отрасли на территории РБ.
В последние несколько лет ГК «ЭЛТИКОН» было реализовано два знаменательных проекта по реконструкции комбикормового производства:
- линия производства рассыпных комбикормов и БВМД на ОАО «Жабинковский комбикормовый завод» производительностью 30 - 40 т/час;
- линия непрерывного дозирования, смешивания компонентов комбикормов производительностью 30 т/час на ОАО «Клецкий комбикормовый завод».
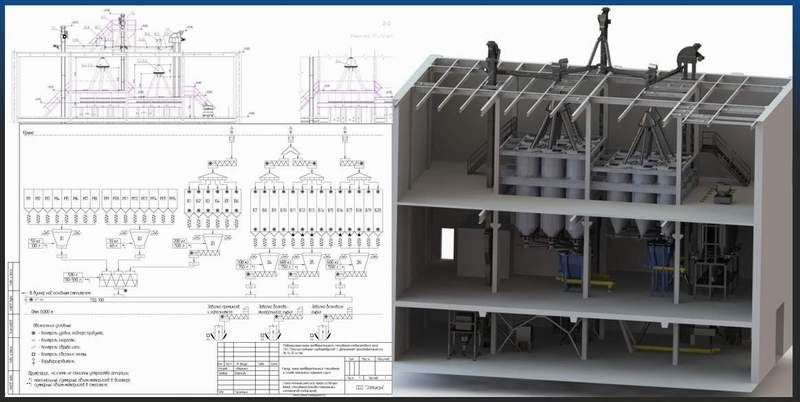
Отличительной особенностью новой линии на ОАО «Жабинковский комбикормовый завод» является порционная технология переработки (дозирования, дробления, смешивания) сырьевых компонентов в едином технологическом цикле, без накопления предварительных смесей в оперативных бункерах. Данная технология обеспечивает наибольшее качество выпускаемого продукта путем достижения гарантированных гранулометрических характеристик продукта, его точного рецептурного состава и позволяет избежать самосортирования предварительных смесей и рассыпных комбикормов, что характерно для заводов с традиционной технологией. Технологические линии построенные по данной технологии являются менее энергозатратным, минимизируют количество транспортного, аспирационного, технологического оборудования, однако требуют четкой и слаженной организации автоматизации производства и подбора технологического оборудования, так как необходимо согласованное поступление (без сбоев) в основной смеситель всех компонентов в виде раздельно отдозированных потоков.
Линия непрерывного дозирования на ОАО «Клецкий комбикормовый завод» является решением, позволяющим предприятиям с ограниченными размерами помещений наладить выпуск продукции высокого качества.
Реконструкция комбикормового завода ОАО «Жабинковский ККЗ»
 С 2010 г. на ОАО «Жабинковский ККЗ» проводится цикл работ по поэтапному техническому перевооружению предприятия. В условиях кризиса, данные работы были разделены по соответствующим техническим переделам, что позволило выполнить их поэтапно, практически без остановки производства.
С 2010 г. на ОАО «Жабинковский ККЗ» проводится цикл работ по поэтапному техническому перевооружению предприятия. В условиях кризиса, данные работы были разделены по соответствующим техническим переделам, что позволило выполнить их поэтапно, практически без остановки производства.
В рамках данного тех. перевооружения было выполнено:
- реконструкция линии производства рассыпных комбикормов и БВМД;
- реконструкция цеха фасовки;
- реконструкция элеватора.
- интеграция АСУ тех. процессом с информационными системами предприятия
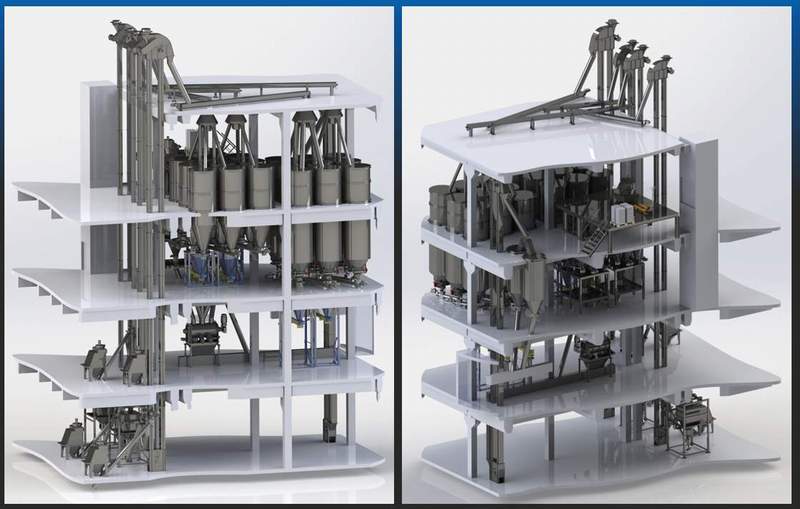
Реконструкция линии производства рассыпных комбикормов и БВМД (линии дозирования, дробления, смешивания - ДДС) является примером первого в РБ внедрения порционной технологии переработки сырьевых компонентов в едином технологическом цикле, без накопления предварительных смесей в оперативных бункерах.
Разработку необходимых технологических решений и конструкторской документации на нестандартное оборудование, изготовление и поставку недостающего оборудования для линии ДДС выполнили ООО «ЭЛТИКОН» и ОАО «Жабинковский комбикормовый завод». Строительно-монтажные работы - ОАО «Жабинкоский комбикормовый завод». комплекс работ по автоматизации технологических процессов - ООО «ЭЛТИКОН». Весь цикл работ по созданию линии ДДС занял пять месяцев, строительно-монтажные и пусконаладочные работы (с остановкой производства) - четыре недели.
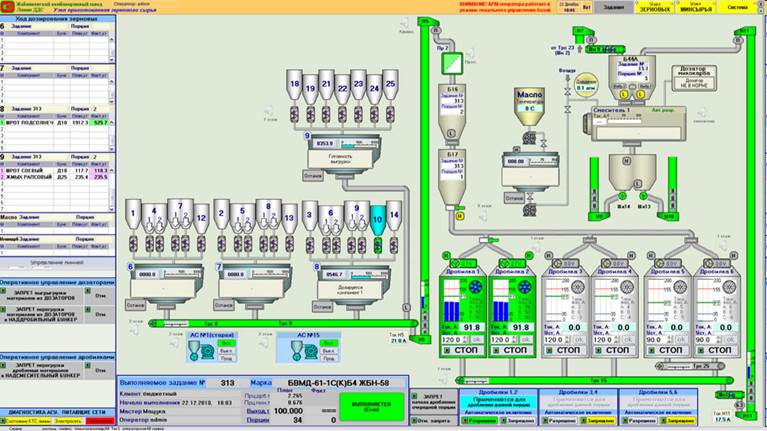
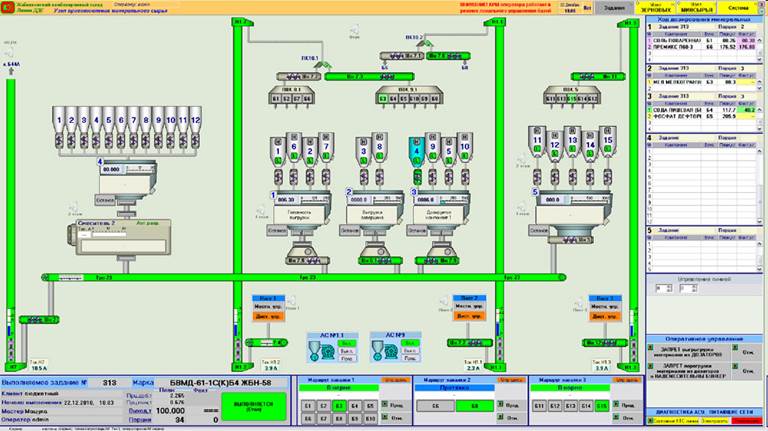
Состав линии ДДС ОАО «Жабинковский ККЗ»
В состав линии ДДС входит следующее технологическое оборудование:
- четыре дозатора зерновых компонентов и шротов с наибольшими пределами дозирования (НПД) 1000 кг каждый;
- четыре дозатора белково-минеральных компонентов с НПД 250, 500, 500, 1000 кг;
- один двенадцатикомпонентный дозатор микрокомпонентов с НПД 50 кг;
- дозатор масла (жира) с НПД 200 кг;
- дозатор микокарба с НПД 30 кг;
- просеиватель (скальператор);
- шесть дробилок ММ-140 (с общей мощностью электроприводов 540 кВТ и общей производительностью 40…60 т/час);
- промежуточный смеситель вместимостью 100 л;
- основной смеситель РМ 6000 производства Ottevanger Milling Engineers B. V. вместимостью 6000 л/3000 кг.
В состав линии ДДС входят, также, четыре промежуточных бункера вместимостью 8 куб.м каждый, сорок девять наддозаторных (расходных) бункеров, необходимое транспортирующее оборудование для перемещения материалов внутри линии и завалки белково-минерального сырья в наддозаторные бункера, четыре системы аспирации.
Состав аппаратно-программного комплекса АСУ линии ДДС
В состав аппаратно-программного комплекса АС "Композит-400" входят следующие технические средства:
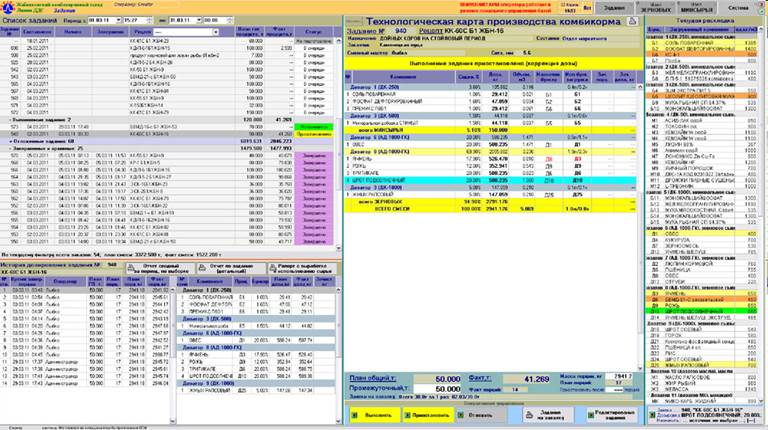
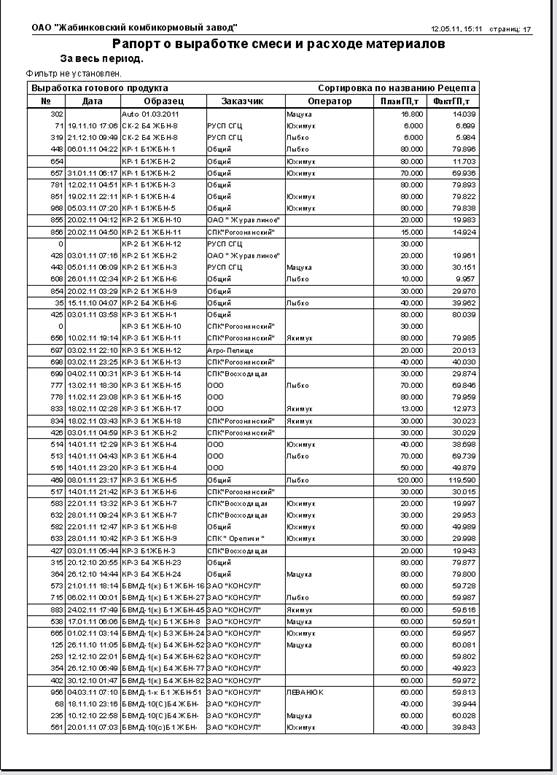
- автоматизированное рабочее место (АРМ) технолога для осуществления функций планирования производственного процесса, подготовки заданий (технологических карт) на производство отдельных партий комбикормов и БВМД, анализа и распечатки отчетных данных о выполнении заданий;
- АРМ оператора АСУ ТП для осуществления функций директивного супервизорного управления технологическими процессами;
- контроллер непосредственного цифрового управления технологическими процессами в реальном масштабе времени;
- технические средства полевого уровня, основу которых составляют модули удаленного ввода, вывода дискретных и аналоговых сигналов.
Модули ввода, вывода сигналов распределены между двадцатью семью устройствами связи с объектом (имеющими конструктивное исполнение в виде шкафов, блоков, панелей). Общее количество входных, выходных сигналов в системе - 846, в том числе: дискретных - 792, аналоговых - 54.
Реконструкция комбикормового цеха ОАО «Клецкий ККЗ»
ГК «ЭЛТИКОН» впервые в РБ осуществила реконструкцию комбикормового цеха на ограниченной площадке (размер здания 4,5х16,0 м на первом этаже, высота от нулевой отметки до фланцев конусных частей оперативных бункеров - 2,1 м), достигнув при этом производительности и качества получаемого продукта в соответствии с современными требованиями.
Характеристики линии непрерывного дозирования компонент комбикормов:
- средняя производительность в непрерывном режиме работы - не менее 30 т/час;
- максимальное количество одновременно дозируемых компонентов - 15;
- пределы допускаемой относительной погрешности дозирования компонентов - ± 0,5%;
- общее количество дозаторов - 16;
- наибольшая производительность дозирования одного компонента (дозаторы №№ 3, 4, 5, 6) - 10,5 т/час;
- наименьшая (дозаторы №№ 7, 9) - 0,02 т/час.
Разработку необходимых технологических решений и конструкторской документации нестандартного оборудования, изготовление и поставку недостающего оборудования для автоматизированной технологической линии непрерывного дозирования выполнила группа компаний «ЭЛТИКОН», строительно-монтажные работы - ОАО «Клецкий комбикормовый завод», комплекс работ по автоматизации технологических процессов - ООО «ЭЛТИКОН». Весь цикл работ по созданию технологической линии занял шесть месяцев, строительно-монтажные и пусконаладочные работы (с остановкой производства) - четыре недели.
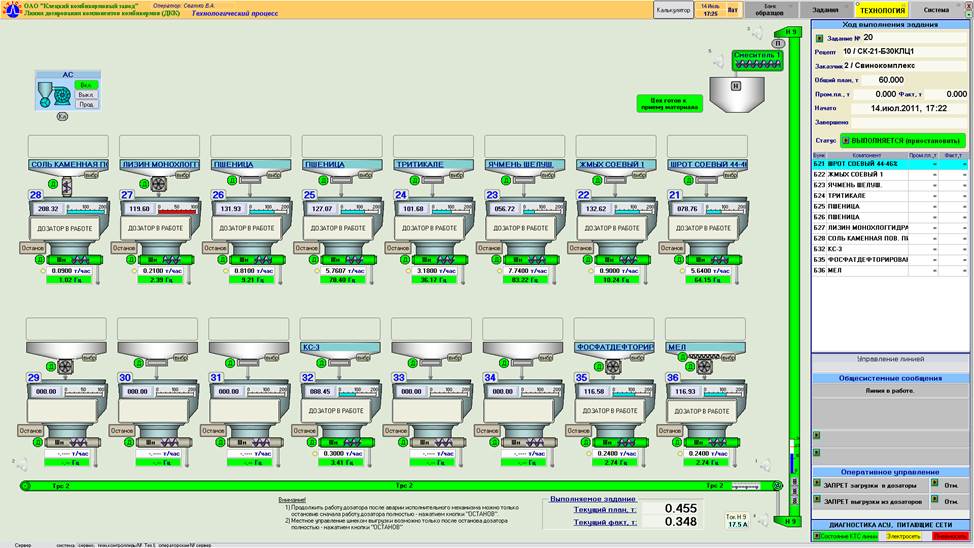
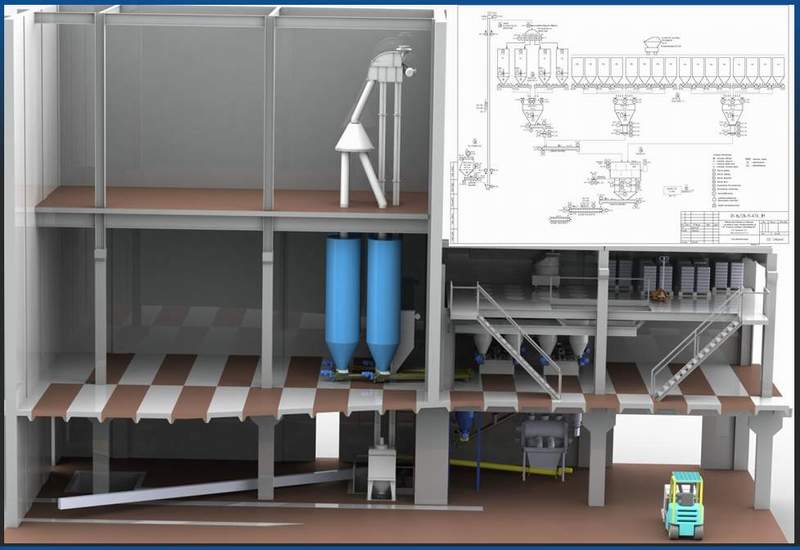
Объемно-планировочные решения участка дозирования ОАО «Клецкий ККЗ»
Линия построена с применением однокомпонентных весовых дозаторов непрерывного действия. Каждый дозатор представляет собой весовой бункер, подвешенный на тензометрических датчиках и укомплектованный загружающим и выгружающим шнековыми питателями нормированной производительности. Загружающий шнековый питатель обеспечивает гораздо большую производительность, чем выгружающий и предназначен для быстрого наполнения весового бункера дозируемым компонентом. Дозирование компонента осуществляется выгружающим шнековым питателем, управляемым АСУ посредством векторного преобразователя частоты, на основании обработки и анализа сигналов, поступающих с тензометрических датчиков весового бункера (метод обратного дозирования). Параметры каждого дозатора рассчитаны таким образом, что на фоне непрерывного процесса дозирования (выгрузки) материала из грузоприемного устройства, загрузка материала в грузоприемное устройство осуществляется дискретно (порциями) в «быстром темпе». При этом продолжительность загрузки оказывается значительно меньше пауз между интервалами загрузками. Производительность и расход материала в паузах между интервалами загрузками вычисляются точно, а на интервалах загрузки применяются экстраполяционные значения производительности и расхода.
Измерительные информационные системы контроля температуры «Грейнбар»
Системы "ГРЕЙНБАР" предназначены для непрерывного измерения и регистрации трендов температуры зерна и зернопродуктов в силосах (бункерах) элеваторов, складов, цехов на предприятиях перерабатывающей промышленности, а также различных сыпучих материалов, жидкостей, газов в технологических процессах на предприятиях других отраслей промышленности.
Максимальное количество каналов измерения температуры в системе - 7560 (от 1 до 63 БВП с количеством каналов измерения в каждом БВП от 1 до 120).
В качестве первичных преобразователей (ПП) в системе могут применяться следующие изделия (в любых сочетаниях):
- преобразователи с одним чувствительным элементом (ТСП, ТСМ, ТСН);
- термоподвески ТП-001 (с шестью или двенадцатью чувствительными элементами в каждой);
- термоподвески ТП-1М любых модификаций.
Системы сертифицированы в соответствии с законодательством РБ, внесены в реестр средств измерений, разрешены к применению на взрывоопасных производственных объектах перерабатывающей промышленности.
Текущие проекты ГК «ЭЛТИКОН» в комбикормовой отрасли:
Линия микродозирования на Речицком КХП. Данная работа является 1-ым этапом трехстадийной реконструкции цеха по производству комбикормов на Речицком КХП
Линия дозирования микрокомпонентов и минерального сырья на Пинском КХП.
Данная работа является 1-ым этапом двухэтапной реконструкции цеха по производству комбикормов на Пинском КХП.
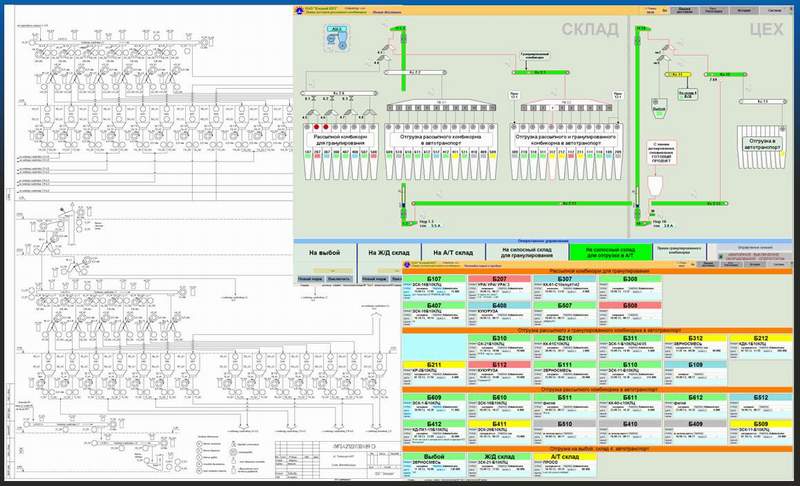
АСУ ТП доставки, хранения и отгрузки комбикормовой продукции на Клецком ККЗ
Аван-проект реконструкции комбикормового производства на Лошницком КХП
Аван-проект линии премиксов на Пуховичевском КХП

Список клиентов ГК «ЭЛТИКОН» на территории РБ в перерабатывающих отраслях промышленности.
За годы работы, ГК «ЭЛТИКОН» реализовано более 40 проектов в перерабатывающей промышленности (линии производства комбикормов, БВМД, линии производства премиксов, линии ввода растительного масла в комбикорма, линии напыления мультиэнзимных компонентов на гранулированные комбикорма, линии увлажнения зерна на мельницах, модернизация элеваторов и складов силосного типа, системы термометрии) для следующих предприятий РБ:
- УП «Борисовский комбинат хлебопродуктов»;
- ОАО «Жабинковский комбикормовый завод»;
- УП «Горецкий элеватор»;
- РУП «Краснознаменский комбикормовый завод»;
- ОАО «Витебский комбинат хлебопродуктов»;
- ОАО «Молодечненский комбинат хлебопродуктов»;
- ОАО «Клецкий комбикормовый завод»;
- ОАО «Слуцкий комбинат хлебопродуктов»;
- ОАО «Пуховичский комбинат хлебопродуктов»;
- ОАО «Лошницкий комбикормовый завод»;
- ОАО «Барановичский комбинат хлебопродуктов»;
- РУП «Белоруснефть-Особино», Узовский КХП;
- ОАО «Климовичский комбинат хлебопродуктов»;
- ОАО «Брестхлебопродукт»;
- ОАО «Криница»;
- ОАО «Могилевхлебопродукт»;
- ОАО «Дрогиченский КЗ»;
- ОАО «Белсолод».
Приложение. Структура типовой АСУ ТП предприятия.
В общем случае, подход ГК «ЭЛТИКОН» в построении АСУ ТП предприятия предполагает 4-е уровня:
- 1-ый уровень - распределяемые на объекте микропроцессорные устройства ввода-вывода сигналов для контроля и управления исполнительными механизмами;
- 2-ой уровень - контроллер (контроллеры) непосредственного цифрового управления технологическими процессами в реальном масштабе времени;
- 3-ий уровень - информационный, объединяющий человеко-машинный интерфейс (ЧМИ), систему управления базой данных, функции экспорта и печати учетных данных. В зависимости от требований Заказчика третий уровень может быть реализован как на базе одной операторской станции, так и функционально распределен на несколько станций;
- 4-ий уровень - операционный (опционально). По требованию Заказчика система управления может содержать уровень, обеспечивающий интеграцию нескольких технологических линий, складов и т. д. в одну комплексную систему и реализовывать интерфейс, обеспечивающий информационный обмен между этой системой и информационными системами Заказчика.

Основные функциональные возможности АСУ ТП комбикормового производства:
- круглосуточный, непрерывный режим эксплуатации;
- управление технологическими процессами в автоматическом режиме;
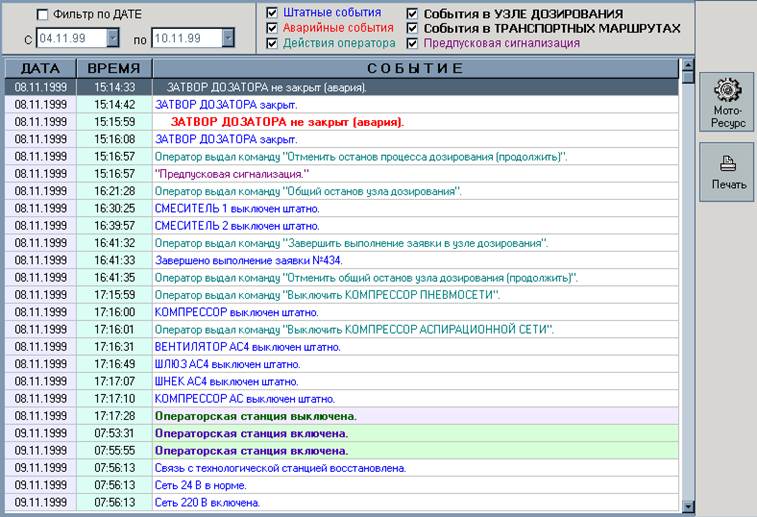
- поддержка текстовой и мнемонической индикации состояний узлов и агрегатов технологической линии;
- обеспечение метрологические характеристик дозирования в соответствии с отраслевыми нормами;
- возможность директивного вмешательства оператора в технологический процесс (например, изменение доз компонентов «находу») с сохранением информации о вмешательствах в базе данных;
- составление и ведение баз данных рецептов, сопутствующих справочников и классификаторов;
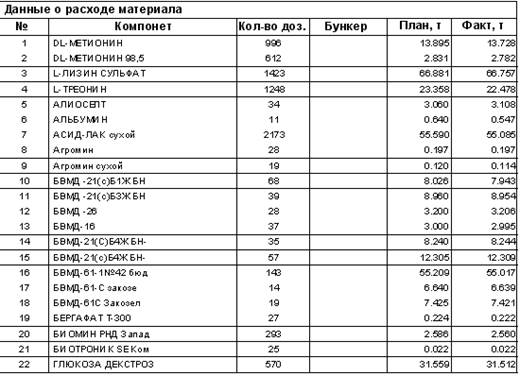
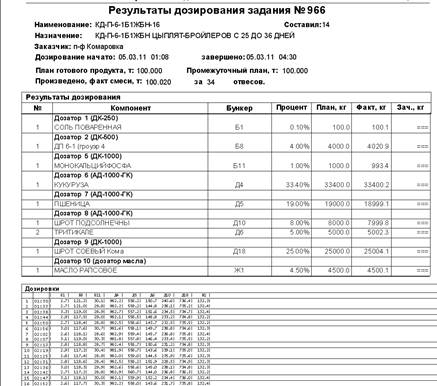
- накопление учетных данных, включая плановые и фактические дозировки материалов по каждому замесу каждого заказа;
- предоставление удобного графического интерфейса по управлению заказами;
- обеспечение безопасного для людей управления оборудованием, а также необходимых блокировок и защит оборудования во всех режимах управления, в том числе:
- приостанов технологического процесса при возникновении любой аварийной или нештатной ситуации до подтверждения оператором возможности продолжить процесс;
- выдача текстовых и условных звуковых и мнемонических (однозначно интерпретируемых) сообщений о причинах и характере аварийных и нештатных ситуаций до подтверждения оператором того, что он сообщения принял к сведению;
- обеспечение необходимой последовательности включения и выключения механизмов, в том числе в аварийных и нештатных ситуациях;
- обеспечение завершения текущего задания технологическим контроллером в случае выключения или потери связи с операторской станцией;
- обеспечение выборки и печати накапливаемых учетных данных по критериям, задаваемым оператором;
- наличие многоуровневой системы аутентификации;
- наличие встроенного механизма создания резервных копий базы данных.


